CNC-Maschine
Für Tagesaktuelles zur CNC → CNC-Tagebuch.
Übersicht
- Nutzung
- Bauteile
Nutzung
- Einführung bekommen
- grblWeb nutzen
- ???
- Gewinn
grblWeb
- grblWeb ist eine Weboberfläche zur Steuerung von GCODE-fähigen Fräsen und Ähnlichem. Unter der lokalen Adresse http://172.23.195.34 kann diese bei eingeschalteter Fräse aufgerufen werden und ermöglicht so eine Steuerung des Gerätes über Webdevices.
Übersicht Bauteile
| Bauteil | Name | Details und/oder Links |
|---|---|---|
| Rahmen-Kit | Originalkit | Herstellerwebseite |
| Aufbau-Anleitung | ||
| Anpassung: Gewindebohrer M5×0.8mm | ||
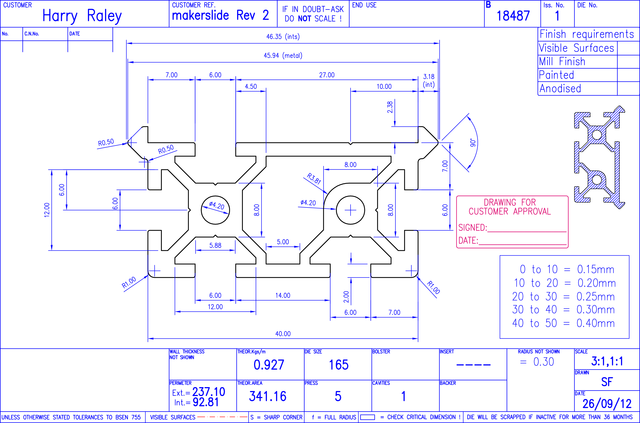
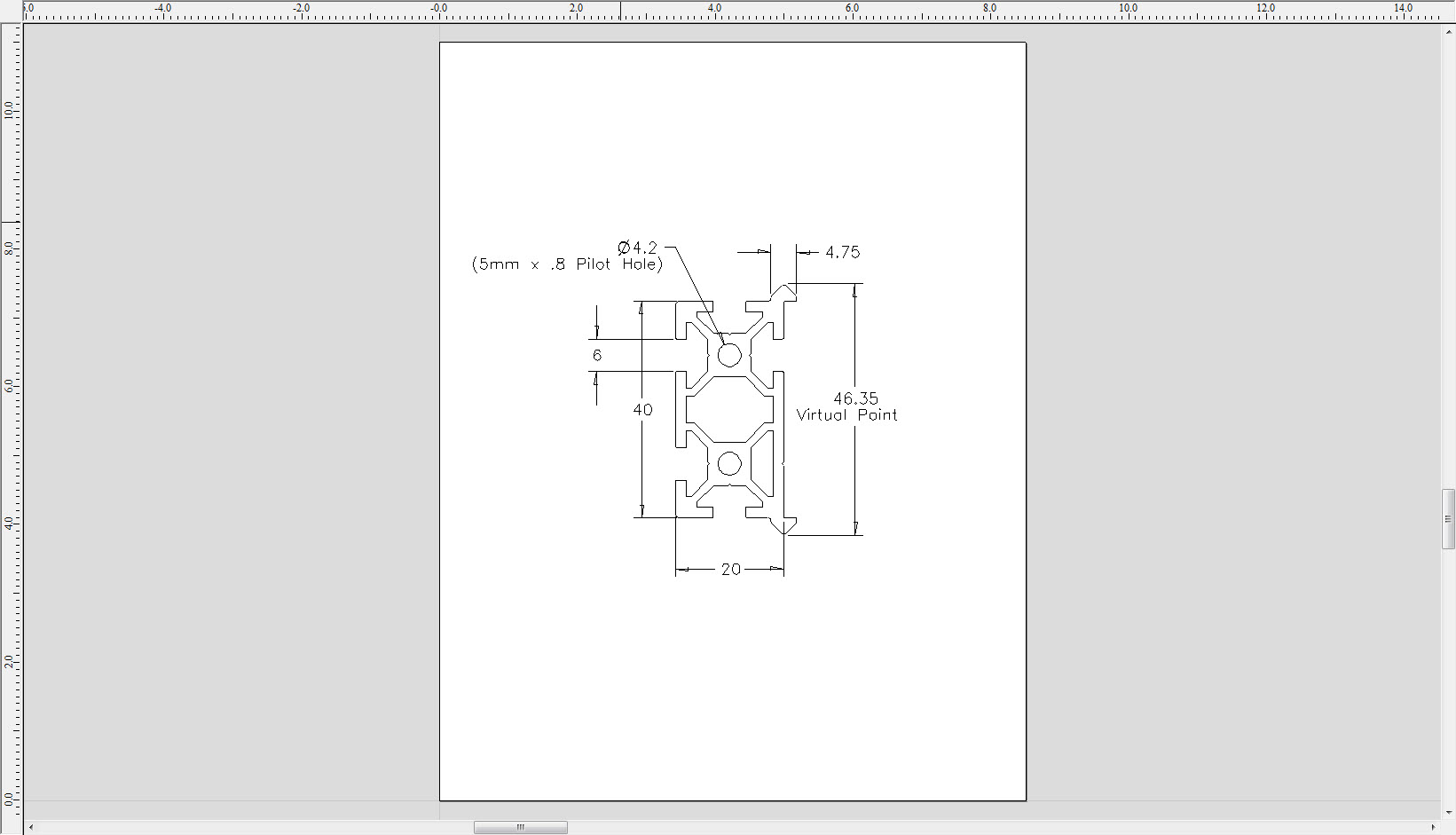
| CNC-Schienen | Makerslide | Eine Schiene der Y-Achse hat eine Delle, die mit Epoxy-Knete ausgebessert wurde. |
| Ersatzteile | ||
| Maße: pixelig | winzig | nachgezeichnet | Ausschnitt | ||
| Bodenplatte | Bodenplatte | ~ 550mm × 420mm |
| Microcontroller zum Ansteuern der Motortreiber | Freaduino UNO | Hat zusätzliche Pins: Schwarze Reihe: GND | rote Reihe: VCC (je nach Schiebeschalter 3.3V (benutzen wir) oder 5V) | gelbe Pins entsprechen den normalen Arduino-Buchsen daneben |
| Kleinstcomputer mit Weboberfläche | Raspberry Pi | ToDo: Software aktualisieren? Gab in der Vergangenheit massiv Probleme damit. Rechner sollte dokumentiert werden. |
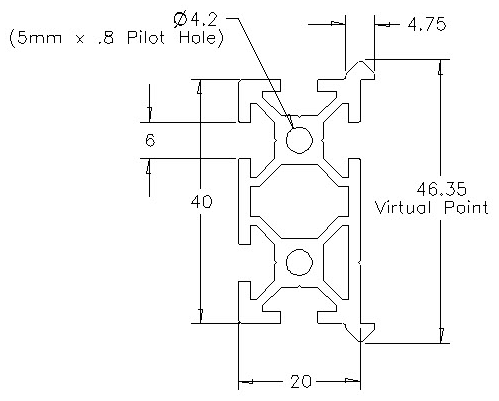
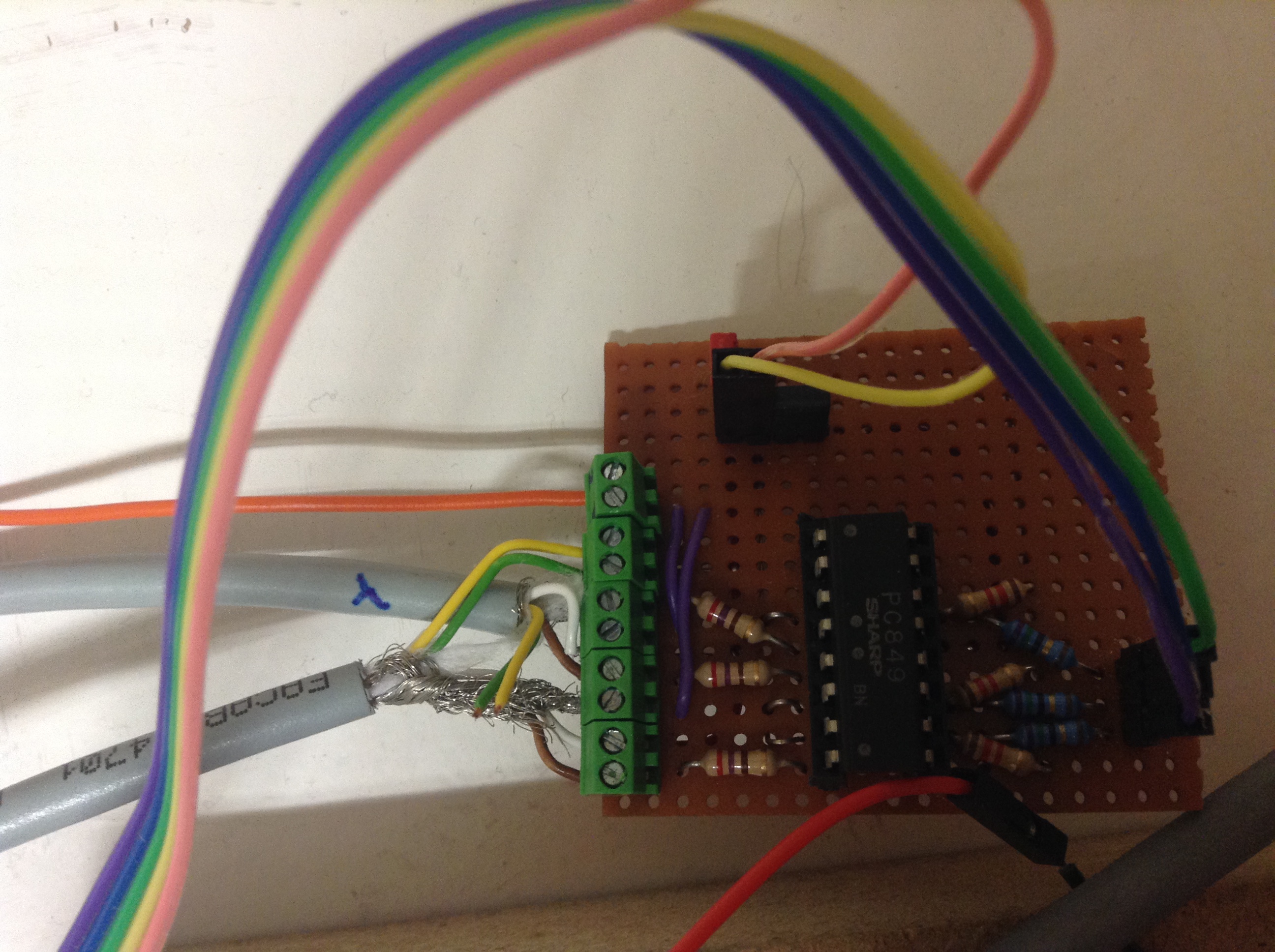
| Stepperboard | Pololu StepperShield | Bezugsquelle Platine |
| Datenblatt Motoren | ||
| Datenblatt Treiber komplett / annotiert (mehr beim Hersteller) | ||
| VREF = 0,75V | ||
| Ältere Versionen der Platine hatten einige Widerstände mehr, also nicht wundern. Die kleinen Kondensatoren sind überflüssig, da wir andere Treiber als vorgesehen verwenden. Trotzdem eingebaut. | ||
| JP5 legt die beiden Y-Treiber zusammen; der Jumper näher am Rand der Platine ist DIR, der andere STEP (Howto Einstellungen) | ||
| Stepper | Stepper | Treiber, PCB, Kabel als Photo und Zeichnung, Pinbelegung s.u. |
| Netzteil | Netzteil 19V 4.74A | + center, - shield |
| Notschalter | Notschalter | Ist mit weißem Kabel verbunden, triggert einen Alarm bei grbl |
| Endstops | Endstops | Photo, Belegung |
| Spindel | Kress FM 6990 E | Bedienungsanleitung, ToDo: Gerät dokumentieren. |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Pin | Motor | Kabel |
|---|---|---|
| B | rot | braun |
| A2 | grün | grün |
| B2 | blau | gelb |
| A | schwarz | weiß |
Tipps & Tricks
- Alarm zurücksetzen mit
$X - GRBL 0.9 Anleitung
- G-Code reference
X0 Y0funktioniert um zurückzufahren
$0=6 (step pulse, usec) $1=250 (step idle delay, msec) $2=0 (step port invert mask:00000000) $3=2 (dir port invert mask:00000010) $4=0 (step enable invert, bool) $5=0 (limit pins invert, bool) $6=0 (probe pin invert, bool) $10=3 (status report mask:00000011) $11=0.020 (junction deviation, mm) $12=0.002 (arc tolerance, mm) $13=0 (report inches, bool) $14=1 (auto start, bool) $20=0 (soft limits, bool) $21=1 (hard limits, bool) $22=1 (homing cycle, bool) $23=3 (homing dir invert mask:00000011) $24=25.000 (homing feed, mm/min) $25=500.000 (homing seek, mm/min) $26=25 (homing debounce, msec) $27=2.000 (homing pull-off, mm) $100=87.489 (x, step/mm) $101=87.489 (y, step/mm) $102=1066.666 (z, step/mm) $110=500.000 (x max rate, mm/min) $111=500.000 (y max rate, mm/min) $112=100.000 (z max rate, mm/min) $120=10.000 (x accel, mm/sec^2) $121=10.000 (y accel, mm/sec^2) $122=10.000 (z accel, mm/sec^2) $130=200.000 (x max travel, mm) $131=200.000 (y max travel, mm) $132=200.000 (z max travel, mm)
Ideen zur Nutzung
- Falt-Grill (closed source)
- Reisekocher/Stövchen bauen?
{kind=link}
{kind=link}